Suporte: Auto nivelamento de metais
Como implementar o reconhecimento de nível em metariais condutores

O problema
SOLUÇÃO
Toda máquina CNC apresenta irregularidades em sua base de corte, mesmo aquelas que usam superfície externa. Além disso, o próprio material a ser usinado apresenta irregularidades em sua superfície, e isso impede que o corte ou gravação seja feito de modo uniforme.
Para corrigir este problema, usa-se o auto nivelamento, que é o reconhecimento das imperfeições na altura sobre a superfície do material.
Sua CNC aceita auto nivelamento com o uso de diversos softwares, mas neste tutorial usaremos o "CANDLE"
Entenda
Se você entender o principio do auto nivelamento, será bem mais fácil coloca-lo em prática nas suas usinagens.
Quando você gera o g-code de algum trabalho, ali estão reunidas todas as características do trabalho, como a velocidade de corte, profundidade de cada passada, espessura total do material, etc. No entanto, o g-code é feito pensando-se em um material 100% plano.
Quando se inicia uma usinagem, você informa para o software sender (GRBL Controll, UGS, Candle, etc.) onde fica os pontos zero dos eixos X, Y e Z. Neste momento, a CNC acredita que todo o material terá a mesma altura do que aquela definida no ponto zero. Se durante a usinagem a fresa encontrar uma área mais alta ou mais baixa do que aquela definida no ponto zero, a CNC não irá perceber este desnível e o resultado será um corte muito profundo ou a fresa nem irá tocar sobre o material.
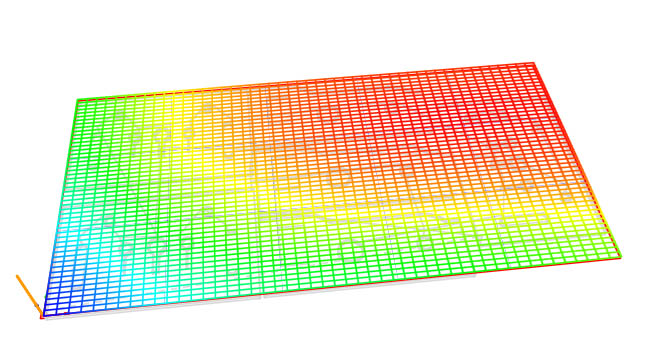
Para solucionar este problema, o que o auto nivelamento faz é sondar toda a superfície do material onde será feita a usinagem, anotar todas as alturas e inserir estas alturas no g-code que você criou.
Deste modo, quando a fresa passar sobre um desnível, o eixo Z irá subir ou descer para compensar esta diferença, e você terá um resultado 100% satisfatório.
Dispositivos para sondagem
Para este tutorial usaremos o cabo com garras jacaré do Kit de Auto Nivelamento de sua CNC.
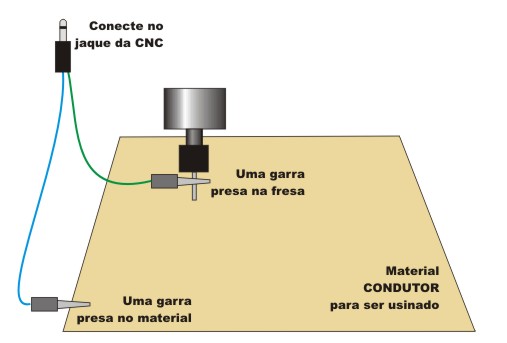
basta conectar o plugue no jaque que se encontra na parte posterior da sua CNC, e prender as garras desta maneira:
A idéia é que as garras fechem contato entre si. Como tanto a fresa quanto o material são condutores, quando a fresa tocar no material será fechado contato entre as garras.
Loteamento
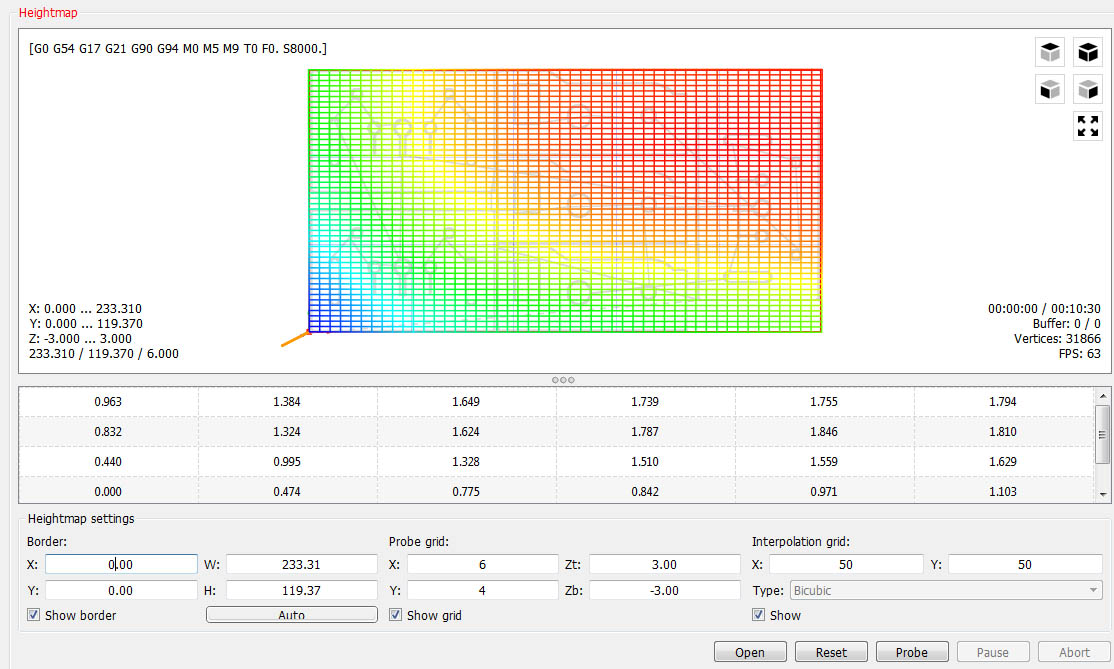
O reconhecimento dos desníveis do materiais são feitos dividindo toda a superfície em "lotes". Ou seja, iremos dividir a superfície do materias em "quadrados", e o procedimento é feito automaticamente pela CNC em uma sequência semelhante a desta imagem.
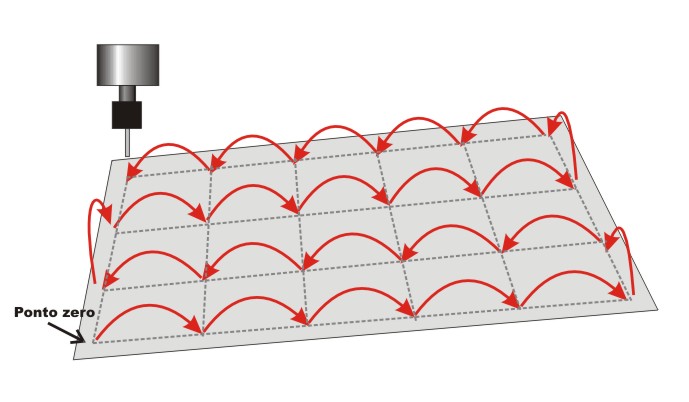
Com este mapa a CNC passa a conhecer os desnível do material, e o eixo Z irá subir ou descer em cada uma das áreas para manter a profundidade do trabalho sempre uniforme.
Auto Nivelamento na Prática
Agora que você já compreende como funciona o auto nivelamento e já baixo ou Candle, então chegou a hora de começar na prática.Nota:No manual de sua CNC e em diversos artigos do suporte se recomenda o uso do "GRBL Controller", mas quando houver uso do auto nivelamento, o sender recomendado é o "Candle".
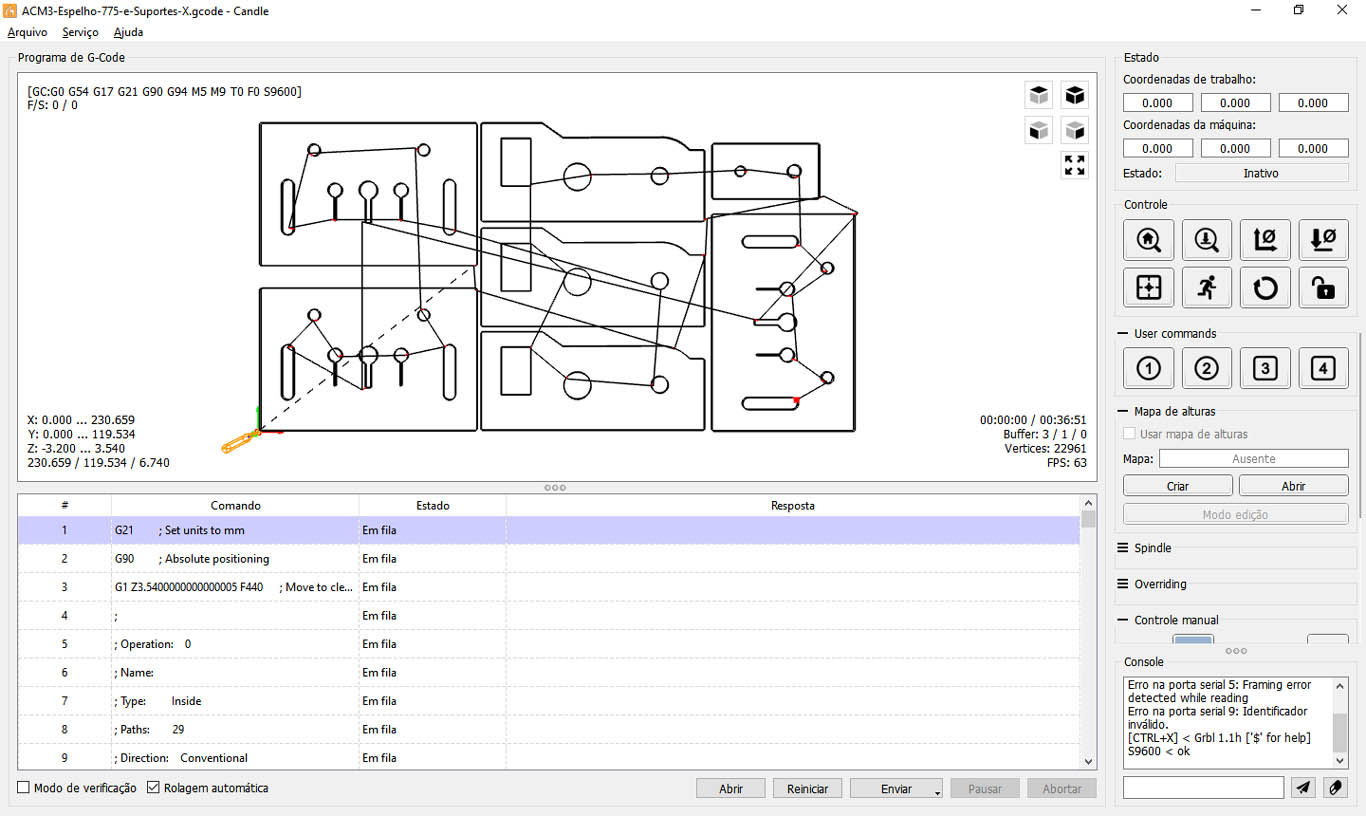
Com o Candle aberto, verifique se ele se conectou à sua CNC. O aviso o "inativo" deve estar visivel como se vê abaixo.
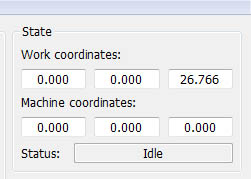
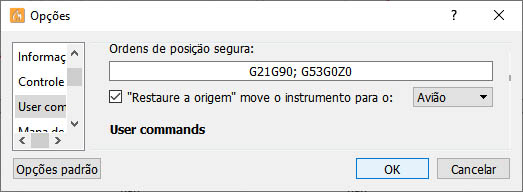
Se a mensagem for "Sem Conexão", clique em Serviço > Opções e no campo "Porta:" selecione a porta correta.
Com o Candle devidamente conectado, o primeiro procedimento é abrir o g-code do trabalho.
Para isto, clique Arquivo > Abrir e selecione o arquivo g-code
Dica: Mude o campo "Arquivos G-Code (..." para "Todos os Arquivos (*.*)", para que os arquivos tipo ".gcode" fiquem visíveis
Ao ser aberto, o g-code é exibido deste modo na tela principal.
Localize do lado direito o scroll com os comandos, e deslize até encontrar o campo _ Controle Manual. Com ele iremos mover os eixos da CNC.
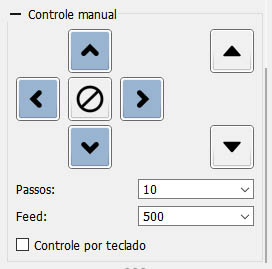
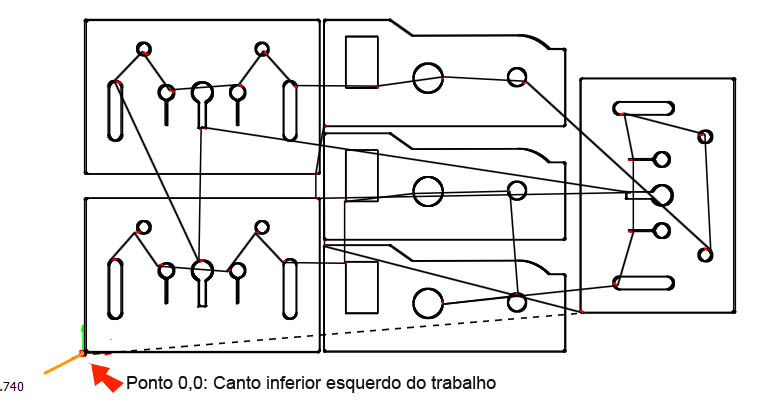
Leve os eixos X e Y até o ponto zero do trabalho, e mantenha o eixo Z uns 2mm acima da superficie do material.
Nota: O controle do Candle parece ser "invertido", pois as setas indicam o movimento da fresa sobre o material. Observe cada movimento na tela do Candle para se habituar.
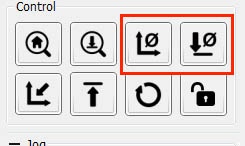
Após atingir o ponto zero do trabalho, clique nos botões ZeroXY e ZeroZ, para informar à CNC que ela está no ponto Zero.
Em seguida, devemos localizar o ponto zero real do eixo Z.
Neste momento, verifique se as garras estão devidamente presas na fresa e no material, e clique no botão Z-Medição.
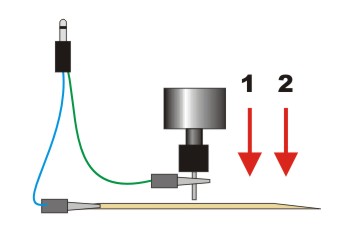
Ao clicar, o eixo Z fará dois movimentos:
- Irá descer, tocar no material e subir
- Voltará a descer, mais lentamente, tocar no material e parar.
Agora estamos no ponto zero real, e você deve informar isto para a CNC, clicando novamente nos botões ZeroXY e ZeroZ
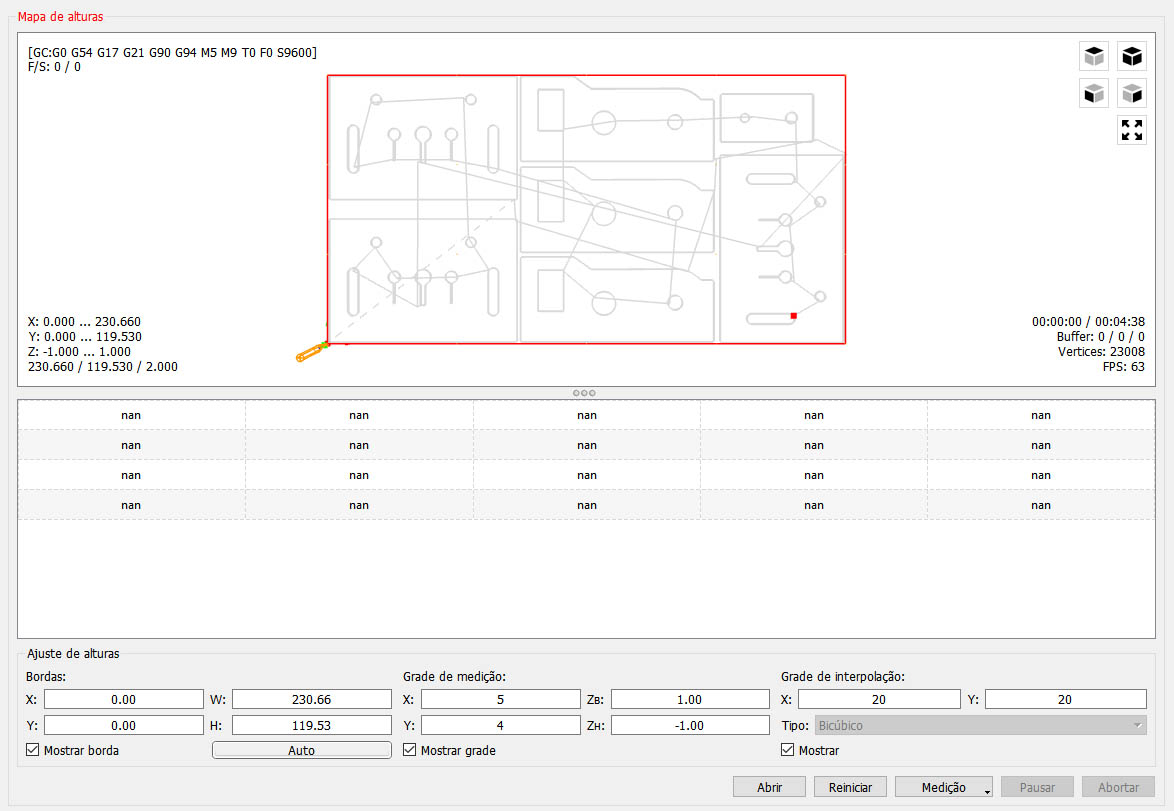
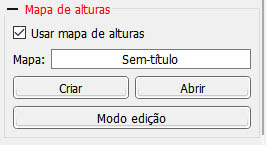
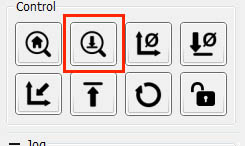
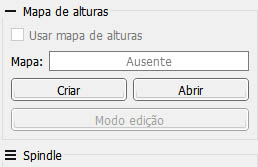
Localize no scroll lateral o campo _Mapa de Alturas, e clique no botão Criar.
Toda a tela irá mudar, e entramos no modo de Edição.
Nesta tela estão todos os comando necessários para o autonivelamento, que estão listados abaixo: